How to Selecting End Mill
Strategy and steps in the machining process are as important as selecting the best tooling option for your job. Complicating the process is the fact that each individual tool has its own unique geometries, specification, material and Etc. We recommend asking yourself 5 Points before beginning the tool selection process. You can ensure that you are doing your due diligence in selecting the best tool for your application. Taking the extra time to ensure that you’re selecting the optimal tool will reduce cycle time, increase tool life, and produce a higher quality product.
1. Workpiece Material
Knowing the material you are working with and its properties will help narrow down your end mill selection considerably. Each material has a distinct set of mechanical properties that give it unique characteristics when machining. For instance, plastic materials require a different machining strategy-and different tooling geometries – than steels do. Choosing a Cutting Tools with geometries tailored towards those unique characteristics will help to improve tool performance and longevity.
2. Operation Performing

An application can require one or many operations. Common machining operations include:
- Roughing
- Slotting
- Finishing
- Contouring
- Plunging
By understanding the operations(s) needed for a job, a machinist will have a better understanding of the tooling that will be needed. For instance, if the job includes traditional roughing and slotting, selecting a Helical Solutions Chipbreaker Rougher to hog out a greater deal of material would be a better choice than a Finisher with many flutes.
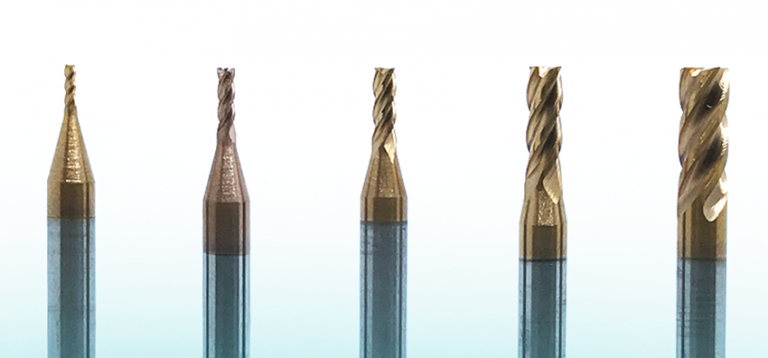
3. Flutes
One of the most significant considerations when selecting an end mill is determining proper flute count. Both the material and application play an important role in this decision.
Material:
When working in Non-Ferrous Materials, the most common options are the 2 or 3-flute tools. Traditionally, the 2-flute option has been the desired choice because it allows for excellent chip clearance. However, the 3-flute option has proven success in finishing and High Efficiency Milling applications, because the higher flute count will have more contact points with the material.
Ferrous Materials can be machined using anywhere from 3 to 14-flutes, depending on the operation being performed.
Application:
- Roughing: When roughing, a large amount of material must pass through the tool’s flute valleys en route to being evacuated. Because of this, a low number of flutes – and larger flute valleys – are recommend. Tools with 3, 4, or 5 flutes are commonly used for traditional roughing.
- Slotting: A 4-flute option is the best choice, as the lower flute count results in larger flute valleys and more efficient chip evacuation.
- Finishing: When finishing in a ferrous material, a high flute count is recommended for best results. Finishing End Mills include anywhere from 5-to-14 flutes. The proper tool depends on how much material remains to be removed from a part.
4. Specific Tool Dimensions

After specifying the material you are working in, the operation(s) that are going to be performed, and the number of flutes required, the next step is making sure that your end mill selection has the correct dimensions for the job. Examples of key considerations include cutter diameter, length of cut, reach, and profile.
Cutter Diameter
The cutter diameter is the dimension that will define the width of a slot, formed by the cutting edges of the tool as it rotates. Selecting a cutter diameter that is the wrong size – either too large or small – can lead to the job not being completed successfully or a final part not being to specifications. For example, smaller cutter diameters offer more clearance within tight pockets, while larger tools provide increased rigidity in high volume jobs.
Length of Flutes & Reach
The length Flutes/Length of cut needed for any end mill should be dictated by the longest contact length during an operation. This should be only as long as needed, and no longer. Selecting the shortest tool possible will result in minimized overhang, a more rigid setup, and reduced chatter. As a rule of thumb, if an application calls for cutting at a depth greater than 5x the tool diameter, it may be optimal to explore necked reach options as a substitute to a long length of cut.
Tool Profile

The most common profile styles for end mills are square, corner radius, and ball. The square profile on an end mill has flutes with sharp corners that are squared off at 90°. A corner radius profile replaces the fragile sharp corner with a radius, adding strength and helping to prevent chipping while prolonging tool life. Finally, a ball profile features flutes with no flat bottom, and is rounded off at the end creating a “ball nose” at the tip of the tool. This is the strongest end mill style. A fully rounded cutting edge has no corner, removing the mostly likely failure point from the tool, contrary to a sharp edge on a square profile end mill. An end mill profile is often chosen by part requirements, such as square corners within a pocket, requiring a square end mill. When possible, opt for a tool with the largest corner radius allowable by your part requirements. We recommend a corner radius whenever your application allows for it. If square corners are absolutely required, consider roughing with a corner radius tool and finishing with the square profile tool.
4. Coating
When used in the correct application, a coated tool will help to boost performance by providing the following benefits:
- Improved Chip EvacuationMore
- Aggressive Running Parameters
- Extend Tool life
- Fine and Good Surface Quality
Hanzel Tool offer many different coatings, each with their own set of benefits. Coatings for any materials, such as TiAlN, BlueNano or TSiN.
Ready to Decide on an End Mill?
There are many factors that should be considered while looking for the optimal tooling for the job, but asking the sales engineer during the process will help you to make the right decision. Hanzel Tool available to provide recommendations and walk you through the tool selection process.
Hanzel Technical Support: +62 812-3458-8903
Instagram: @hanzeltool


